





 食品行业
食品行业 蒸汽输送
蒸汽输送 化工行业
化工行业 油料输送
油料输送 船舶海工
船舶海工 平台补给
平台补给 制药行业
制药行业 轨道交通
轨道交通 绿色能源
绿色能源 航空航天
航空航天 工程机械
工程机械 钢铁冶金
钢铁冶金 矿业开采
矿业开采 表面处理
表面处理 高压水清洗
高压水清洗 建筑行业
建筑行业 自动化软管
自动化软管 机床注塑
机床注塑 汽车产线
汽车产线 风电冷却润滑
风电冷却润滑 晶源半导体
晶源半导体 造纸行业
造纸行业 工业气体
工业气体 汽车新能源
汽车新能源 捕渔业
捕渔业 农业机械
农业机械 林业机械
林业机械 军事国防
军事国防 石油开采
石油开采 EPS成型机
EPS成型机 运输工程
运输工程 盾构隧道
盾构隧道 地震勘探
地震勘探 市政工程
市政工程 道路救援
道路救援 数据中心液冷
数据中心液冷液压软管总成扣压结构及扣压工艺
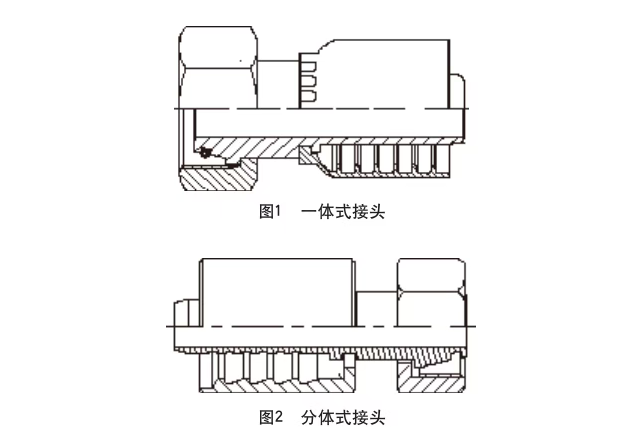
软管接头由接头芯杆与扣压套筒及连接螺母组成,按连接形式分为分体式接头和一体式接头两种。分体式接头是芯杆、套筒及螺母可以分开,通过与软管扣压后形成不可拆分的整体;一体式接头是通过预扣结构和预扣工艺在扣压软管前将套筒与芯杆预扣压,使芯杆、套筒和螺母连成一体。
1.1液压软管的种类。
液压软管由内、外胶层和骨架组成,它分为橡胶软管、金属软管、聚四氟乙烯软管。
1)橡胶软管: 耐油软管内外胶层一般采用氯丁橡胶, 耐酸碱高温种类的软管采用的是乙丙橡胶、氟橡胶或硅橡胶等,内外胶层间的骨架通常会采用钢丝编织或缠绕的方式,编织层一般为一至四层。
2)金属软管:金属软管是不锈钢波纹管外编织(或缠绕)一层或多层不锈钢丝或不锈钢网套, 耐腐蚀, 耐高温(-235℃―500℃),耐高压(32Mp)
3) 聚四氟乙烯软管: 聚四氟乙烯软管由聚四氟乙烯内管, 不锈钢丝增强层组成。 耐腐蚀(耐王水及一切有机溶剂), 耐高温(-60℃―250℃), 耐高压(35Mp)
1.2接头芯杆。
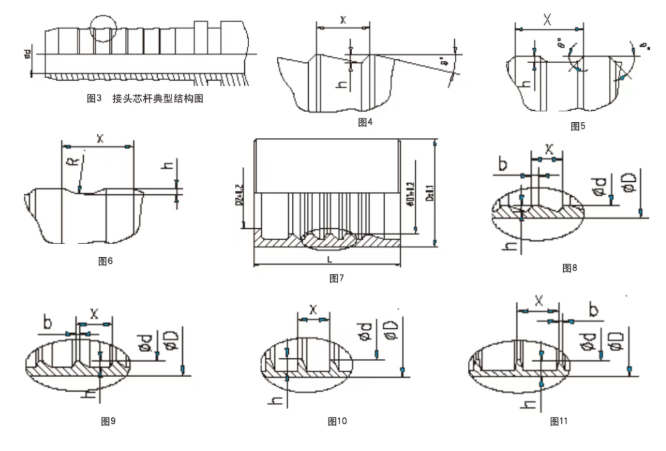
接头芯杆典型结构如图 3。
(1) 接头芯杆的关键结构是芯杆外圆轮廓, 按形状分为不对称轮廓、 对称轮廓和圆弧轮廓等, 如图 4、 5、6 所示。
(2) 对称轮廓。
(3) 圆弧轮廓。
如图示, 芯杆外圆轮廓由关键尺寸即齿距 x, 齿高h 和齿角 θ 及 R 确定。 根据软管通径及钢丝层尺寸,x 值一般取 3 ~ 8 mm, h 值一般取 0.3 ~ 0.6 mm, 不对称轮廓 θ 值取 4 ~ 6 mm, 对称轮廓 θ 值取 40 ~60 mm, 圆弧轮廓 R 值取 2 ~ 5 mm。 芯杆材料一般采用 45 或 35 钢。
1.3芯杆工艺要求。
(1) 芯杆外圆轮廓与内孔同心度控制在 0.1 mm 以内 ;
(2) 芯杆外圆轮廓表面粗糙度要求达到 6.3 um 以下;
(3) 芯杆外圆轮廓所有尖角必须倒钝、 倒圆,不得有任何毛刺 ;
(4) 表面一般镀锌,镀层厚度 8 um ~ 12 um, 能通过 72 小时以上盐雾试验。
1.4接头套筒。
接头套筒典型结构如图 7。
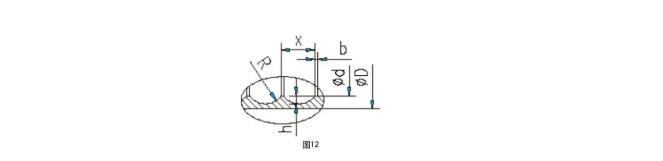
接头套筒的关键结构是套筒内圆轮廓, 按形状分为不对称轮廓、 对称轮廓和圆弧轮廓等, 如图 8、 9、10、 11、 12。
(1) 不对称轮廓。
(2) 对称轮廓。
(3) 圆弧轮廓。
套筒一般按软管扣压时是否需剥胶分为剥胶套筒和不剥胶套筒, 剥胶套筒大多用于分体式软管接头, 但也有用于一体式软管接头,不剥胶套筒则大多用于一体式软接头。剥胶套筒 b 值较大,一般取1.5~ 2.5 mm, h值较小,一般取 1.5 ~ 2 mm, 相应 d、D 也更小一些,因而扣压时的变形量更小,扣压后的综合性能更好,但需增加剥胶工序。 不剥胶套筒 b 值较小, 一般取 0.5 ~2 mm,h 值较大,一般取 2 ~ 4 mm, 相应 d、 D 也更大一些, 因而扣压时的变形量也更大,扣压后的综合性能要差一些, 因而材料要求更高, 但不需剥胶。 套筒材料一般选用 20 # 或 35 # 钢。
1.5套筒工艺要求。
(1) 套筒内圆轮廓与外圆同心度控制在 0.1 mm以内;
(2) 套筒内圆轮廓表面粗糙度要求达到 6.3 um 以下;
(3) 套筒内圆轮廓所有尖角必须倒钝、倒圆,不得有任何毛刺 ;
(4) 表面一般镀锌,镀层厚度 8 um~12 um, 能通过72 小时以上盐雾试验。
2.扣压尺寸计算公式
软管总成套筒扣压后 D1 计算方法 :扣压后 D1= 套筒外径 D - ( 间隙 δ + 涨量δ1+ 内胶压缩量δ2X2)。
(1) 间隙δ = 套筒内径-钢丝层外径。
(2) 涨量δ1= 软管内径-芯子外径。
(3) 内胶层压缩量δ2=内胶层厚度× 内胶压缩量(%)。
(注 : 压缩量是指软管内胶层变形压缩的百分数)

3.软管总成的加工
软管总成的加工过程包括软管切割下料、 剥胶、软管与接头的装配、 扣压以及清洗等。
(1) 下料 : 软管材料应在失效保质期内, 无破损、起泡、 凹凸等质量缺陷, 采用刀片切割或砂轮切割, 切割断面与软管轴心的垂直度应不大于 6° , 用尼龙刷清洁胶管的切割部位和内表面, 去除两端残留胶皮, 用压缩空气吹除胶管内表面灰尘。
(2) 剥胶:对需要剥胶的胶管进行剥胶,需剥内外胶的先剥内胶再剥外胶,剥胶处残余胶皮厚度≤ 0.8 mm, 且不能伤害到钢丝。
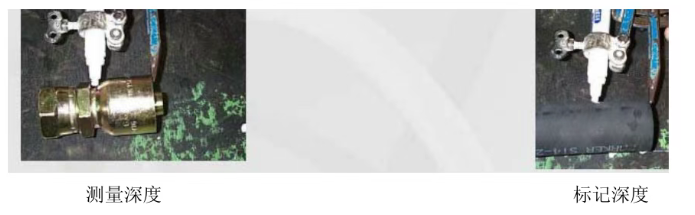
(4) 扣压 : 采用专用扣压设备, 选好扣压模具, 设定设备扣压尺寸, 进行扣压 , 不同规格胶管扣压后必须进行首检测量 , 最小扣压尺寸 +0.05 mm ≤首检实际尺寸≤最大扣压尺寸 -0.05 mm, 否则需重新设定设备的扣压尺寸。
4.扣压精度要求
4.1软管扣压后的形状公差应得到严格控制,在测量软管扣压后的直径时, 所有成对扣压面都应测量, 得到最大和最小测量值。
如图圆度测量的位置应取扣压长度的中间,通常圆度公差值应控制在 0.13 mm 内。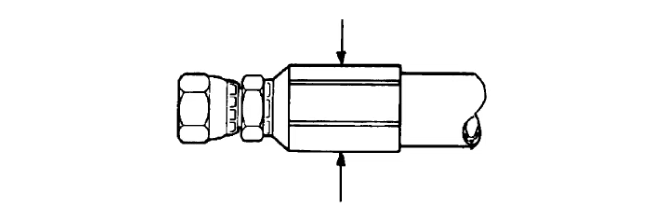
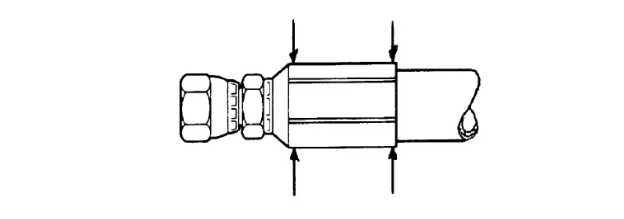
如图圆柱度测量值是在一对扣压面上的两端测得最大和最小测量值之差, 圆柱度公差值在 25mm,长度应控制在 0.13 mm 以内。
4.2应检查软管所有尺寸符合 GB/T 9573及相关软管技术条件中的规定。
5.试验要求
(1) 耐压试验 : 在 2 倍的最高工作压力下, 液压软管不得有泄漏和其他异常现象。
(2) 泄漏试验 : 在 70% 的最小爆破压力下, 液压软管总成不允许有泄漏和其他异常现象。
(3) 内径最小通过量检测 : 用规定的芯棒或钢球进行检查, 芯棒或钢球能顺利通过。
(4) 爆破试验 : 在规定的最小爆破压力下, 不得出现泄漏和破裂现象。
(5) 脉冲实验 : 按 GB/T5568 中规定的钢丝缠绕软管和钢丝编织软管的次数要求来实施实验, 在规定次数范围内不得有渗漏和其他异常现象。